Устройство управления (далее К535) предназначено для управления термопластавтоматами, осуществляющими процесс штамповки изделий путем впрыска термопластов, термореактивных пластмасс и эластомеров. Применяется для модернизации ТПА с морально и физически устаревшей плохо ремонтопригодной системой управления.
Состав
К535 состоит из следующих блоков:
• контроллера программируемого К202, укомплектованного соответствующими модулями ввода-вывода;
• панели оператора К928;
• панели ввода информации К917
• комплекта кнопок прямого воздействия на электроавтоматику.
Связь между ПЛК К202 и панелью оператора К928 осуществляется по интерфейсу Ethernet (протокол MODBUS ТСР).
Связь между ПЛК К202 и панелью ввода информации К917 осуществляется по интерфейсу RS485 (протокол MODBUS RTU).
Технические характеристики
| Характеристика | Количество | Назначение | |
|---|---|---|---|
| Входных сигналов | |||
| Дискретные | 24В | до 48 | Сигналы от исполнительных механизмов |
| Аналоговые | 0 - 10В | 4 | Датчики линейного перемещения механизмов |
| 1 | Датчик скорости вращения шнека | ||
| 0 - 80мВ | 1 | Датчик давления впрыска | |
| термопара | 5 | Температура 5-ти зон нагрева материального цилиндра | |
| 1 | Температура масла | ||
| Выходных сигналов | |||
| Дискретные | 24В | до 64 | Сигналы управления исполнительными механизмами |
| Аналоговые (ЦАП) | 0 - 10В | 2 | Управление значением давления механизмов гидросистемы |
| 1 | Управление значением расхода механизмов гидросистемы | ||
| -10В...+10В | 1 | ||
| Последовательный канал 1 | RS485, протокол Modbus RTU | 1 | Для подключения графической панели К928 |
| Последовательный канал 2 | 1 | Для подключения панели ввода информации К917 | |
| Последовательный канал 3 | Ethernet, протокол Modbus TCP | 1 | Для подключения устройства К535 к локальной сети предприятия |
| Дополнительные выходные-выходные сигналоы | |||
| Входные-выходные - дискретные, аналоговые, фотоимпульсные и др. | Номенклатура и количество необходимое для адаптации устройства для управления другими ТПА | ||
К535 соответствует:
• ДСТУ EN 60950-1:2015 Оборудование информационных технологий. Безопасность. Часть 1. Общие требования (EN 60950-1:2006; A11:2009; A1:2010; A12:2011; AC:2011; A2:2013, IDT);
• ГОСТ 12997-84 Изделия ГСП (государственной системы промышленных приборов и средств автоматизации). Общие технические условия.
Описание системы управления
Характеристика К535:
• режимы работы: наладочный, ручной, полуавтоматический, автоматический;
• специальные режимы: интрузия, дегазация, декомпрессия;
• управление дополнительным оборудованием: системой смазки, пневмосдувом.
• выдача на дисплей информации по работе ТПА:
- наименований: текущей операции и текущего режима работы;
- координат: подвижной плиты, тележки впрыска, выталкивателя;
- значений: текущего расхода и давления масла при операциях с плитой и материальным цилиндром; доз; таймеров циклов и подциклов;
- количества текущих циклов;
• возможность блокировки неправильных действий оператора с выводом на индикатор причин блокировки. При сбое (остановке, отказе) на индикатор выводится причина сбоя (остановки, отказа) и проводится фиксация причин сбоев, остановок и отказов до вмешательства оператора;
• энергонезависимая память настроек технологических параметров позволяет хранить несколько вариантов настроек машины (для разных форм, материалов, режимов литья), осуществляется хранение количества отработанных впрысков (циклов);
• программируемая скорость расхода масла и давления на всех этапах технологического процесса;
• наличие удобного меню ввода параметров (каждая операция на отдельной странице);
• наличие пяти каналов терморегулирования (одного канала для сопла и четырёх зон матерального цилиндра);
• проводится контроль: «защиты формы», времени технологического цикла и отдельных его этапов с фиксацией максимального и минимального времени;
• проводится тестирования системы (входы, выходы). Постоянно анализируется информация о состоянии процесса от чувствительных элементов, концевых выключателей и датчиков ТПА. Выдаются сигналы управления на исполнительные органы ТПА;
• возможность подключения дополнительных устройств и модулей;
• группа смыкания предохраняется защитными воротами (передние и задние), которые исключают доступ к зоне литья во время работы подвижной плиты, выталкивателей и узла впрыска, а после открытия ворот - срабатывает система безопасности;
• возможность контроля центральной смазки;
• возможность поддержания оптимальной температуры жидкости в гидродинамической системе;
• предусмотрено управление пневматической системой, которая обеспечивает: включение автоматических защитных ворот (установленных со стороны оператора), системы выдува; пневматических цилиндров;
• предусмотрена работа по аварийной кнопке СТОП с прекращаением подачи электроэнергии на двигатель. При этом, работа К535 не прерывается,снимаются сигналы управления и происходит переходит в Ручной режим. После деблокировки этой кнопки оператором К535 продолжает работу.
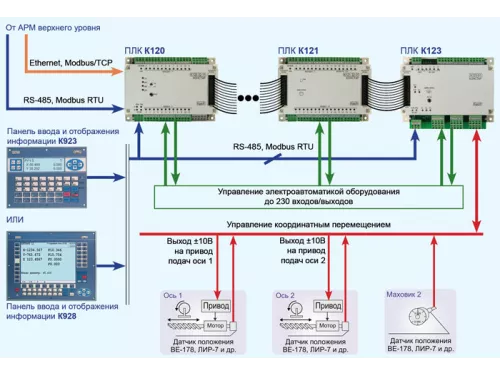
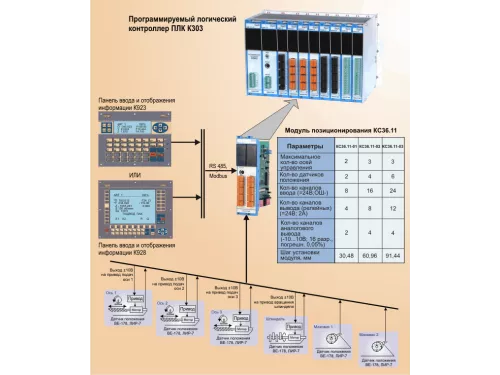
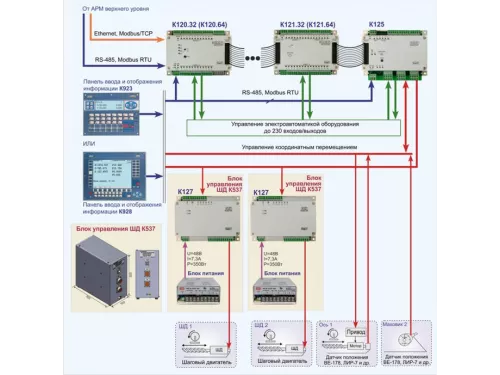
Программируемый логический контроллер (ПЛК) является универсальным техническим средством для создания на его базе устройств управления различным технологическим оборудованием любой сложности. ПЛК имеет широкую номенклатуру модулей ввода-вывода, которые позволяют принимать и формировать практически любые сигналы. Для тяжелых промышленных условий эксплуатации поставляются модули ПЛК с дополнительным защитным покрытием от пыли и влаги.
Пульт управления - конструктив, объединяющий панелью оператора К928 и панелью ввода информации К917 с кнопоками прямого воздействия на ТПА. Пульт управления может как встраиваться на место устаревшего пульта, так и выполняться в отдельном конструктиве.
Внешний вид пульта управления
Панель оператора К928 обеспечивает визуализацию процесса рабочего цикла формования изделия, коррекцию и ввод технологических уставок.
На графическом экране панели оператора К928 обеспечивается:
• отображение:
– циклов технологического прочесса;
– сигналов датчиков о состоянии оборудования;
– состояния сигналов упраления (параметры нагрева зон материального цилиндра; времени включения и т.д.);
• контроль аврийных и предупредительных ситуаций технологического процесса с выводом аврийных сообщений (при их наличии);
• выбор мнемокадров при помощи функциональных клавиш (группа смыкания, группа впрыска, наладка и штамповка);
• ввод параметров, необходимых для технологического процесса;
• возможность ограничения доступа к наладочным параметрам системы;
• вывод мнемокадров управления, например:
Типовые мнемокадры
| Мнемокадр 1. Главный кадр | Мнемокадр 2. Открытие / Закрытие формы |
| Мнемокадр 3. Нагревы материального цилиндра | Мнемокадр 4. Графики параметров дозирования |
Панель ввода информации К917 обеспечивает:
• выбор режима работы системы (автомат/ручной);
• возможность управления отдельными операциями ТПА при наладке и в ручном режиме;
• проведение работ по смене инструмента (формы); проведение работ в автоматическом одноразовом цикле с последующей корректировкой технологических параметров;
• управление ТПА оператором.
На панели К917 имеется ряд кнопок управления, которые объединены по функциональному назначению:
• общие функции (зеленые мнемознаки) - действия, необходимые для проведения режимов: автоматического непрерывного, автоматического одноразового и ручного;
• группа впрыска (желтые мнемознаки) - действия, необходимые для управления гидравлическими цилиндрами, которые управляют тележкой впрыска и шнеком материального цилиндра;
• группа смыкания (фиолетовые мнемознаки) - действия, необходимые для управления гидравлическими цилиндрами, которые уравляют подвижной плитой для смыкания/размыкания формы и для настройки глубины формы;
• вспомогательное оборудование (красные мнемознаки) – управление вспомогательным оборудованием;
Дополнительно пульт управления имеет:
• двухпозиционный ключевой селектор EJECTOR ( 0 -пауза; 1 -разрешение работы выталкивателя при открытом защитном ограждении);
• две кнопки: START (светящаяся кнопка пуска гидростанции) и STOP (кнопка механического удерживания общей блокировки).