Устройство выполнено на базе ПЛК (PLC) К303 и предназначено для управления станками с ЧПУ.
Обеспечивает управление:
• электроавтоматикой станка;
• координатным перемещением от 1-ой до 3-х осей с интерполяцией в автоматическом режиме по заданной управляющей программе или в ручном режиме управления;
• скоростью вращения шпинделя.
Состав устройства управления
ПЛК (PLC) К303 - программируемый логический контроллер с модулями управления электроавтоматикой станка.
КС36.11 - модуль позиционирования, реализующий алгоритмы управления подачами от одной до трех осей и алгоритмы управления шпинделем.
К923 (или К928) - панель ввода и отображения информации.
Технические характеристики модуля позиционирования КС36.11
| Код модуля | КС36.11-01 | КС36.11-02 | КС36.11-03 |
|---|---|---|---|
| Количество осей | 1; 2 | 1; 2; 3 | 1; 2; 3 |
| Кол-во каналов для подключения фотоэлектрических преобразователей | 2 | 4 | 6 |
| Кол-во сигналов аналогового вывода (± 10В) | 2 | 4 | 4 |
| Кол-во дискретных сигналов ввода (= 24В) | 8 | 16 | 24 |
| Кол-во дискретных сигналов вывода («сухой контакт») | 4 | 8 | 12 |
| Цена 1 дискреты задания координат, мм | 0,01; 0,001; 0,0001 | ||
| Диапазоны задания координат, дискрет | от -9 999 999 до +9 999 999 | ||
| Скорость подачи по осям, дискрет/мм | от -9 999 999 до +9 999 999 | ||
| Одновременное независимое перемещение | любая комбинация осей | ||
| Линейная интерполяция | любая комбинация осей | ||
| Круговая интерполяция | любая пара осей | ||
| Вычислительные возможности в УП | - использование до 5000 свободных параметров целого и вещественного типов; - наличие встроенных функций sqrt(x), sin(x), cos(x), tg(x), arcsin(x), arccos (x), arctg(x), arctg(x, y), ln(x), sinh(x), cosh(x), tgh(x) | ||
| Кол-во диагностических сообщений о состоянии системы, активизируемых устройством автоматически (сбои связи, отказы памяти, ошибки выполнения УП и т.д.) | до 160 | ||
| Кол-во системных сообщений, активизируемых из ПЛК (PLC) (отказы модулей ввода/вывода) | 32 | ||
| Кол-во аварийных сообщений, активизируемых из ПЛК (PLC) (состояние станка) | 48 | ||
| Кол-во сообщений оператору, активизируемых из ПЛК (PLC) | 48 | ||
| Кол-во технологических сообщений, активизируемых из ПЛК (PLC) или УП (сообщения о выполнении процесса) | 127 | ||
| Кол-во экранов, активизируемых программой ПЛК (PLC) или УП (экраны инструкций оператору, ввода технологических параметров, меню) | 126 | ||
Функциональные возможности
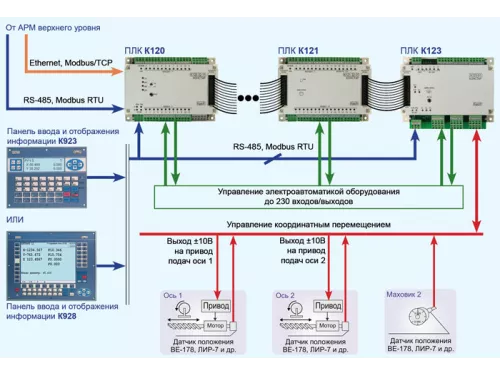
Модуль позиционирования КС36.11 реализует алгоритмы управления координатными перемещениями и шпинделем станка в ручном режиме, от пульта станка и в автоматическом режиме по заданной управляющей программе (УП). При этом обеспечиваются как независимые перемещения по осям координат, так и линейно-круговая интерполяция. Реализована также функция нарезания резьбы, в том числе и конической.
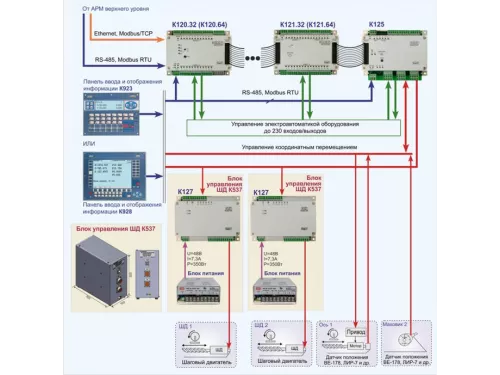
В качестве датчиков положения осей координат и положения шпинделя могут использоваться фотоэлектрические преобразователи угловых перемещений (типа ВЕ-178, ЛИР и др., или фотоэлектрические преобразователи линейных перемещений). На станке могут использоваться до 2-х электронных маховиков. Модуль может обслуживать максимально до 6 каналов обработки сигналов от фотоэлектрических преобразователей.
Модуль может иметь:
• максимально до 4-х выходов ±10В на приводы подач (ЦАП; 16 разрядов), используемых для управления приводами координат, а также шпинделем;
• максимально до 24 дискретных каналов ввода («быстрые входы» =24В). Эти сигналы могут использоваться как для выполнения стандартных функций управления по осям (например, сигналы ограничительных конечников перемещения; сигналы конечников привязки к базовым точкам и т.п.), так и для передачи в контроллер состояния выбранных датчиков, определяемых разработчиком станка;
• максимально до 12 релейных каналов вывода («быстрые выходы» = 24В; 2А или ~110B; 2А). Эти сигналы могут использоваться как для выполнения стандартных функций управления по осям (например, сигналы готовности устройства; сигналы включения проводов), так и для выдачи других сигналов из контроллера.
В пределах исполнений модуль КС36.11 может быть использован для управления станками с различным количеством управляемых осей и маховиков.
Типовые структуры подключения модуля позиционирования КС36.11
Инструментальным средством для создания программы ПЛК (PLC) на ПЭВМ служит К748v2 - «Cистема программирования контроллеров «КОНСТАР».
Инструментальным средством для создания экранов пользователя на ПЭВМ служит К750 - «Система автоматизированного проектирования (САПР) пользовательских экранов для панели К923».
Инструментальным средством для создания управляющих программ на ПЭВМ для КС36.11 служит K749v3 - «Система программирования блока позиционирования». Управляющая программа (УП) создается в коде, подобном ISO 66025 с использованием конструкций, аналогичных конструкциям языка PASCAL. После подключения к КС36.11 подготовленный на ПЭВМ проект УП загружается в модуль КС36.11 для последующего исполнения.